SUB: 电镀Ⅰ线镀铜均匀性测试报告
一、背景
由于前期因I线火牛线严重老化,经常出现镀铜不均现象。现I线火牛线已更新,重新对I线镀铜均匀性进行测试,对比更换前后均匀性差异。
二、目的
检测一次镀铜线电镀均匀性,提升制程能力,满足更高要求的镀铜品质。
三、结论
1.从第一次镀铜后数据可以得出,I线4#和6#铜缸COV≥12%镀铜均匀性不合格,其他缸均匀性全部合格。综合分析其中1#镀铜缸其均匀性最好,6#镀铜缸均匀性最差。
2.此次数据如火牛线更改之前数据对比发现,更改后每个缸COV值平均比更改前降低3%。
3.经过两次电铜后数据分析,I线9个镀铜缸COV全部≤8%,整缸镀铜厚度极差<10μm,同PNL内极差<7μm。
4.第一次镀铜数据可以看出,除1#、8#、9#三个以外的6个铜缸均由不同程度的边缘效应,需重新调整每排最边缘钛篮到缸壁距离。
四、设计及制作方案
1.测试板基本信息:
|
型号 |
规格 |
铜厚 |
板厚 |
数量 |
备注 |
|
2042007B0 |
622mm*415mm |
0.5OZ |
1.6 |
108PNL |
0.5OZ铜厚按15μm计算 |
2.镀铜厚度计算方法
镀铜厚度=检测厚度-底铜厚度,单位:μm
3.取样方法:
此次测试采用了9点取样法(每面9个点),来进行了数据统计,具体取样方法如下图:
C/S面 S/S面
4.数据测量仪器:
实验数据采用我司CMI700铜厚测量仪器直接测量,其标准误差±1μm。
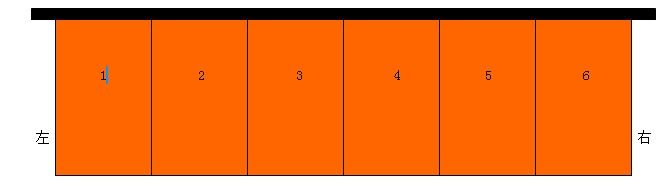
5.飞巴挂板方式:
下图中每块板子水平方向(宽):446MM,垂直方向(长):546MM
左 右
6.电镀参数:
|
项目 |
控制范围 |
标准值 |
分析值 |
备注 |
|
第一次电铜 |
第二次电铜 |
|
H2SO4 |
180-220g/L |
210g/L |
药水均在控制范围内 |
药水均在控制范围内 |
由于铜缸太多,在此不写出具体分析值。 |
|
Cu2SO4. 5H2O |
60-80g/L |
70g/L |
|
CL- |
40-80ppm |
60ppm |
|
电流密度 |
|
1.5ASD |
1.5ASD |
1.5ASD |
|
|
电铜时间 |
|
80min |
40min |
40min |
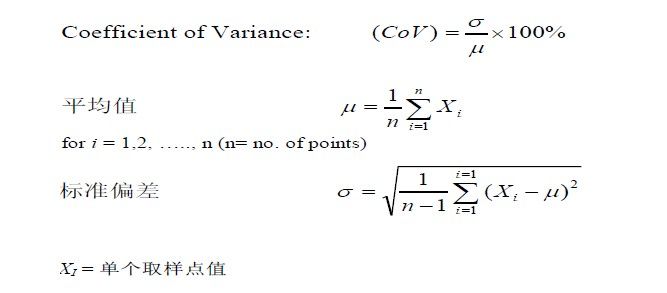
7.镀层均匀性计算方法:
8.评估标准: COV≤12%。
五、试验结果
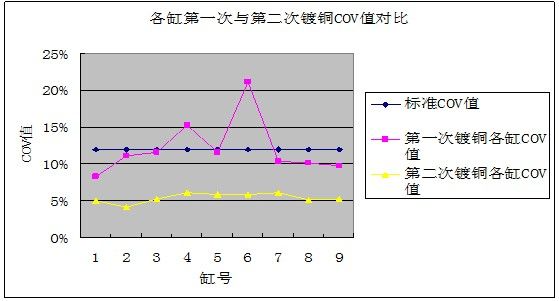
1.经过两次镀铜后,各缸COV数据统计如下表:
|
缸号
COV
镀铜次数 |
1# |
2# |
3# |
4# |
5# |
6# |
7# |
8# |
9# |
平均COV |
|
第一次镀铜 |
8.24% |
11.1% |
11.5% |
15.2% |
11.6% |
21.1% |
10.4% |
10.1% |
9.8% |
12.1% |
|
第二次镀铜 |
5.05% |
4.7% |
5.23% |
6.15% |
5.83% |
5.90% |
6.05% |
5.17% |
5.24% |
5.48% |
|
标准COV |
≤12% |
根据上表数据可以得出如下直观对比图表:
小结:1.第一次1#缸COV值最小,均匀性最好,6#缸COV值最大,均匀性最差。2.第二次COV值均≤8%,2#缸COV值最小,均匀性最好,4#缸COV值最大,均匀性最差。
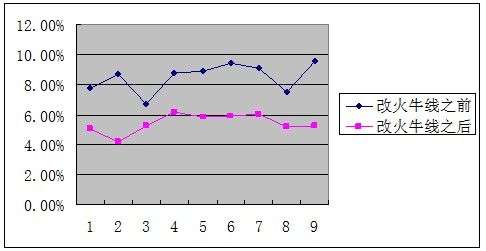
2.火牛线更改前与更改后测试结果对比:
|
缸号
项目 |
1# |
2# |
3# |
4# |
5# |
6# |
7# |
8# |
9# |
|
更改前 |
7.78% |
8.68% |
6.68% |
8.78% |
8.90% |
9.44% |
9.06% |
7.51% |
9.54% |
|
更改后 |
5.05% |
4.7% |
5.23% |
6.15% |
5.83% |
5.90% |
6.05% |
5.17% |
5.24% |
根据上表数据可以得出如下直观图表
小结:根据上图可以明显看出,火牛线更改后比更改前均匀性要好,且COV值平均降低3%。
六、下步计划
1.由于使用生产板测试,板面钻了孔,取样点不够均匀及准且,导致数据收集误差较大,待后续有机会用覆铜基板重新测试。
2.更具此次收集的数据中体现的“边缘效应”部分,对应着现场具体到每个钛篮进行距离调整。
下一篇返回 >>
|


 苏公网安备 32050702011210号
苏公网安备 32050702011210号